| �������Ԅ�(d��ng)�����a(ch��n)���ɉ������M�b�C(j��)��������������әC(j��)���������y(c��)ԇ���M�����������ģ�K���O(sh��)Ӌ(j��)˼�����������ֹ��{(di��o)���νz�Ğ�һ�����T������ˇ���ǂ��y(t��ng)���������a(ch��n)��I(y��)���M(j��n)���a(ch��n)��ˇ�����������a(ch��n)Ʒ�|(zh��)�������a(ch��n)Ч�ʵĵ������֡�
һ����O(sh��)�����
���C(j��)��Ҫ��ᘌ�(du��)�������Ԅ�(d��ng)�M�b���_(k��i)�l(f��)�ęC(j��)�����C(j��)�����˹����Ϻ���Ԍ�(sh��)�F(xi��n)ȫ�Ԅ�(d��ng)�M�b�������z�y(c��)�����ϣ�Ч�ʸ�������
�����M�bҪ��
�����ք�(d��ng)���������C(j��)о�����빤�b��(n��i)��������������������(d��ng)�P��(n��i)����(d��ng)���������(sh��)�F(xi��n)�Ԅ�(d��ng)�M�b���z�y(c��)������������C(j��)�����������˹����c���ֻ�����������
�����������C(j��)����
���C(j��)�A(y��)Ӌ(j��)ռ����e��1700X1700mm²

��ע
��Դ��0.4-0.9MPA
�Դ��AC220V
Ч�ʣ�<7��ÿ��
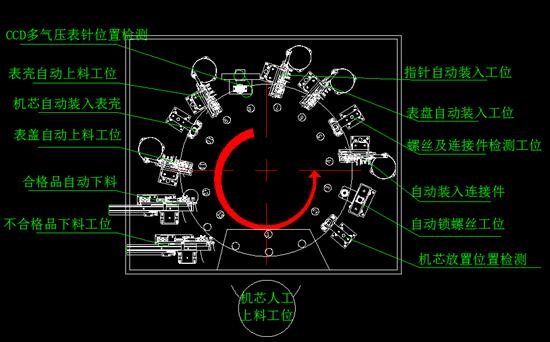
���������Ҫ������λ
1̖(h��o)��λ----�˹����Ϲ�λ
���˹��b�C(j��)о����A��λ������������(zh��n)�_��λ���
2̖(h��o)��λ------�C(j��)оλ�Ùz�y(c��)
��(du��)�������ϵęC(j��)о�M(j��n)��λ�Ùz�y(c��)����ֹ�˹����e(cu��)���F(xi��n)�ęC(j��)���`�b�����
3̖(h��o)��λ-----�Ԅ�(d��ng)�i�ݽz��λ
�ڴ˹�λ��(du��)�C(j��)о���p�ݽz�M(j��n)���i��
4̖(h��o)��λ-----�B�Ӽ��Ԅ�(d��ng)���Ϲ�λ
����������(d��ng)�P���кú��əC(j��)е��������4̖(h��o)��λ����ɽM�b�����
5̖(h��o)��λ-----�ݽz���B�Ӽ��z�y(c��)��λ
�ڴ˹�λ��(du��)�ݽz���C(j��)о�B�Ӽ��İ��b�M(j��n)�Йz�y(c��)����_���](m��i)�І�(w��n)�}���
6̖(h��o)��λ-----���P�Ԅ�(d��ng)���Ϲ�λ
����������(d��ng)�P���кú��əC(j��)е��������6̖(h��o)��λ����ɽM�b���
7̖(h��o)��λ-----����Ԅ�(d��ng)���Ϲ�λ
����������(d��ng)�P���кú��əC(j��)е��������7̖(h��o)��λ����ɽM�b�����
8̖(h��o)��λ-----���λ��CCD�R�^�z�y(c��)��λ
��(du��)���λ���M(j��n)�й�W(xu��)�z�y(c��)����ɷ֚≺���M(j��n)�Йz�y(c��)���_����ᘰ��b��(zh��n)�_������
9̖(h��o)��λ-----�횤�Ԅ�(d��ng)���Ϲ�λ
����������(d��ng)�P���кú��əC(j��)е��������9̖(h��o)��λ����ɽM�b���
10̖(h��o)��λ-----�C(j��)о��Ʒ�b��횤��λ
�ڴ˹�λ���C(j��)о��Ʒ�b��횤��(n��i)����ɽM�b�����
11̖(h��o)��λ-----���w�Ԅ�(d��ng)���Ϲ�λ
����������(d��ng)�P���кú��������əC(j��)е��������11̖(h��o)��λ����ɽM�b���
12̖(h��o)��λ----��K��Ʒ�Ԅ�(d��ng)���Ϲ�λ
�ڴ˹�λ��(du��)��Ʒ�������M(j��n)�����ϡ�
13̖(h��o)��λ-----CCD�z�y(c��)���ϸ�����
�ڴ˹�λ��(du��)CCD�z�y(c��)���ϸ�a(ch��n)Ʒ�M(j��n)������������������λ�IJ��ϸ�Ʒ���D(zhu��n)�����˹����Ϲ�λ�����˹�ȡ�������
|
 0574-86175138
0574-86175138