�y�T(m��n)ˮů�ИI(y��)���yо/�y�w/�y�w�Ԅ�(d��ng)�M�b�C(j��)���Ԍ��y�w�ϵľoȦ���y�U�������y�w�����������Ȧ����ĸ�ȽM���Ԅ�(d��ng)�b����һ�����������(l��i)�M���������(d��ng)�P(p��n)�Ԅ�(d��ng)�������������ϣ���(sh��)�F(xi��n)�����ϣ��M���C(j��)е�ֲ��Ú��(d��ng)Ԫ����(sh��)�F(xi��n)�Ԅ�(d��ng)ץȡ������\(y��n)���Ԅ�(d��ng)�������������(g��)����ģ�M�˹��M�b�^(gu��)�������PLC������ƣ��Ԅ�(d��ng)���̶ȸ����������Ч�����˹������
|
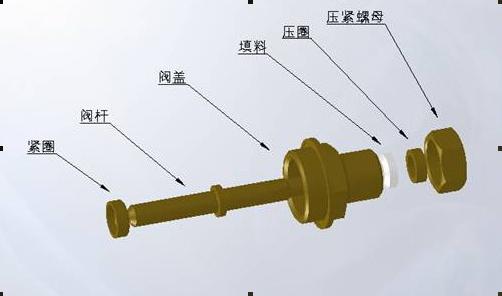
1�� �ɏV���m�����y�T(m��n)������ˮ���^��ˮů���ИI(y��)���yо/�y�w/�y�w��ȫ�Ԅ�(d��ng)�b�������
2��� �y�w�ϵľoȦ�������y�U�������y�w������ϣ���Ȧ�����ĸ�ȽM������(j��)�͑�(h��)��Ʒ���������O(sh��)�䡣
3����� ���C(j��)����PLC��X��������M(j��n)�ڹ��w�z�y(c��)����|�������ÿ��(g��)���̸���ֱ�^����(w��n)��������
4�� ���a(ch��n)������10-15��(g��)/��
8������ �≺ֵ��0.6-1.0MPa
9�� �w�e��L1.7*W1.5*H1.2�ף�������
10������������800KG�������� |
�Ԅ�(d��ng)�b��C(j��)
����һ.�b���Ԅ�(d��ng)����ͨ���x
����ͨ���v���b����ָ���a(ch��n)Ʒ�����ɂ�(g��)�㲿��ͨ�^(gu��)�o��������ۡ��ݼy�B��������ճ�ϡ��T��������ӵȷ�ʽ�M�ϵ�һ��õ������A(y��)���ijߴ羫�ȼ����ܵij�Ʒ(���Ʒ)�����˹�̎��(���|���������ץȡ����Ƅ�(d��ng)�����������ʩ����)ÿһ��(g��)�㲿������(sh��)�F(xi��n)���b����������(y��n)����v������ֻ�ܷQ(ch��ng)���˹��b�䡣����Ҫ���˹�̎��(���|���������ץȡ����Ƅ�(d��ng)�����õ�)�㲿������ɵ��b���������ɷQ(ch��ng)���Ԅ�(d��ng)�b����������ڃ���֮�g�Ğ���Ԅ�(d��ng)�b�䡣
������.�Ԅ�(d��ng)�b��C(j��)�ĽM��(�Ա��b���㲿������(d��ng)�r(sh��)���(l��i)Փ��)
1.�㲿�������������ݔ�͡��ܿvϵ�y(t��ng)
�������s�y�o(w��)�µ��㲿�������ڙC(j��)���Ԅ�(d��ng)̎���Ŀ��g��λ�Ԅ�(d��ng)������������S�����ݔ�͵����m(x��)���ܿv�C(j��)��(g��u)������m(x��)�ęC(j��)е�ֵ�ץȡ����(zh��n)��������
2.ץȡ-��λ-���ÙC(j��)��(g��u)
���������ܿv�C(j��)��(g��u)���c(di��n)��λ�õ���(����)ץס���������ס���S���Ƅ�(d��ng)����һλ��(ͨ�����b�乤��λ��)���
3.�b�乤���C(j��)��(g��u)
����ָ�Á�(l��i)����b�乤������(d��ng)���ęC(j��)��(g��u)���猢���������������A�ϡ���(li��n)���������������ճ�����������������T�ϡ�ճ����������������һ�㲿����
4.�z�y(c��)�C(j��)��(g��u)
�����Á�(l��i)��(du��)��һ���b��õIJ�����C(j��)����һ�������ɹ��M(j��n)�Йz�y(c��)�������ȱ����z�y(c��)�������ߴ�z�y(c��)������ȱ�p�z�y(c��)�����ܙz�y(c��)������ϙz�y(c��)��
5.������ȡ���C(j��)��(g��u)
�����Á�(l��i)���b��õĺϸ���������ϸ��ęC(j��)���Ϸ��(l��i)ȡ���ęC(j��)��(g��u)���
������.�Ԅ�(d��ng)�b��C(j��)��õĂ���(d��ng)�Y(ji��)��(g��u)��ʽ
1)�����b�乤���ڙC(j��)���е�����(d��ng)�r(sh��)�g�B؞�ԁ�(l��i)�����������g϶�\(y��n)��(d��ng)ʽ�b��C(j��)���B�m(x��)�\(y��n)��(d��ng)ʽ�b��C(j��)�����
2)���b��C(j��)�й���λ�Ô�(sh��)����(l��i)�֣��Іι�λ�b��C(j��)�Ͷλ�b��C(j��)���
3)���b��C(j��)�й����Ă���(d��ng)܉�E��(l��i)�֣��ЈA�ι����_(t��i)ʽ�b��C(j��)�ͭh(hu��n)�ι����_(t��i)ʽ�b��C(j��)�����
������.�Ԅ�(d��ng)�b��C(j��)�Ŀ���ϵ�y(t��ng)
����ͨ������PLC����������PLCҪ���ո��N��̖(h��o)��ݔ�������������(zh��)�ЙC(j��)��(g��u)�l(f��)��ָ��C(j��)��������N����������̖(h��o)�ɼ�����(l��i)�O(ji��n)ҕ�C(j��)����ÿһ��(zh��)�ЙC(j��)��(g��u)���\(y��n)����r�����(j��ng)�Д��l(f��)����һ���Ĉ�(zh��)��ָ��˙C(j��)�����Á�(l��i)�@ʾ�C(j��)�����\(y��n)����r������\(y��n)��ӛ��������Լ��Á�(l��i)�ɲ�������C(j��)���l(f��)ָ�

һ���ˮů/̫�(y��ng)��/ˮ���^/����/���^/ˮ���ܷ�Ȧȫ�Ԅ�(d��ng)�M�b�C(j��)����ҕ�l��
�����y�T(m��n)/�yо/�y�w�ܷ�Ȧ�Ԅ�(d��ng)�b��C(j��)����ҕ�l��
��������̫�(y��ng)��/ˮů/�l(w��i)ԡ�y�T(m��n)/�yо/�y�w�ܷ�Ȧ�Ԅ�(d��ng)�b��C(j��)����ҕ�l��
�yоO��Ȧ�Ԅ�(d��ng)�b��C(j��)����ҕ�l��
|
 0574-86175138
0574-86175138

